Merit Partnership Pollution Prevention Project for Metal Finishers
INNOVATIVE COOLING SYSTEMS FOR HARD CHROME ELECTROPLATING
INCREASED PRODUCTIVITY AND REGULATORY COMPLIANCE
The Merit Partnership is a joint venture between U.S. Environmental
Protection Agency (EPA) Region 9, state and local regulatory agencies,
private sector industries, and community representatives. This
partnership was created to promote pollution prevention (P2),
identify P2 technology needs, and accelerate P2 technology transfer
within various industries in southern California. One of these
industries is metal finishing, which is represented in the Merit
Partnership by the Metal Finishing Association of Southern California
(MFASC). Together, MFASC, EPA Region 9, and the California Manufacturing
Technology Center (CMTC) established the Merit Partnership P2
Project for Metal Finishers. This project involves implementing
P2 techniques and technologies at metal finishing facilities in
southern California and documenting results. The project is funded
by the Environmental Technology Initiative and EPA Region 9.
This fact sheet provides a summary of chrome emission regulations,
information on external cooling systems for hard chrome electroplaters,
and the benefits of implementing such systems, including reduced
waste, decreased labor and material costs, and increased plating
capacity. It also summarizes the results of an external cooling
system case study conducted at a hard chrome electroplating facility
in southern California.
THE DEVELOPMENT OF HARD CHROME AIR EMISSION REGULATIONS
Regulation of bath temperature and mixing of the plating solution
are essential for successful hard chrome electroplating. The hard
chrome electroplating process involves long plating times and
intense heat generation. Failure to both dissipate the heat and
maintain a uniform solution temperature impairs plating quality.
In the past, hard chrome electroplaters maintained optimum plating
temperatures (typically within 2 °F of the target temperature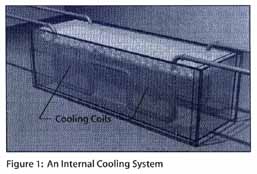 of 135 °F) by directing air bubbles upward through the plating
solution. Turbulence created by the bubbles both mixed the plating
solution and transferred heat from the solution to the air by
evaporative cooling. Air bubblers were an easy and efficient means
of maximizing production because they addressed the most problematic
aspects of hard chrome electroplating: heat dissipation and solution
mixing. As the bubbles reached the plating solution's surface
and burst, air emissions containing chromium were created.
of 135 °F) by directing air bubbles upward through the plating
solution. Turbulence created by the bubbles both mixed the plating
solution and transferred heat from the solution to the air by
evaporative cooling. Air bubblers were an easy and efficient means
of maximizing production because they addressed the most problematic
aspects of hard chrome electroplating: heat dissipation and solution
mixing. As the bubbles reached the plating solution's surface
and burst, air emissions containing chromium were created.
EPA introduced the National Emission Standards for Hazardous Air
Pollutants (NESHAP), which became effective in January 1995, to regulate industrial air emissions. One part of NESHAP mandates
that all hard chrome electroplating facilities meet several requirements
established to minimize chrome emissions in plating operations
involving chrome. Hard chrome electroplaters have been able to
meet these requirements by discontinuing the use of air bubblers
and implementing fume suppressant systems made up of plastic balls
or foam that float on the surface of the plating solution.
COOLING HARD CHROME ELECTROPLATING SOLUTIONS
To maintain plating solutions that are well mixed and at the correct
temperatures without the use of air bubblers, most facilities
have opted to install cooling coils on the interior walls of their
plating tanks. Figure 1 shows an internal cooling system of this
type. However, internal cooling systems have drawbacks. For example, slower plating rates, increased downtime, and higher reject rates
have been experienced after installing such systems. Parts are
considered rejects by the electroplater if, after plating, they
A Rejected Part Creates Triple the Waste of a Successfully Plated Part
- Raw materials used for initial plating
- Initial plating stripped, neutralized and discarded
- Raw materials used for replating
By reducing rejection rates, a facility can cut raw material usage, waste generation and labor costs.
|
do not meet specifications because of discoloration, poor adhesion,
roughness, lack of hardness, or high porosity.
The rise in reject rates causes more waste generation (see Figure
2) and increases operation and maintenance (O&M) activities and repair costs. These increases hit hard at electroplaters'
bottom lines.
The use of internal cooling systems decreases productivity for
several reasons:
- Reject rates increase because of a decrease in uniformity
in cooling versus using air bubblers.
- O&M costs increase; propeller-type mixers, which are less
efficient and more susceptible to failure, are often needed inside
the tank to replace the mixing previously provided by the air
bubblers.
- Equipment failures and replacement costs increase because
the cooling system components are exposed to the highly corrosive
plating solution.
- Available space inside the tank decreases.
- Cooling system components, which are mounted on the tank's
interior walls, are more vulnerable to damage or rupture as parts
are moved in and out of the tank.
DEVELOPING A BETTER COOLING SYSTEM AT MICROPLATE
After NESHAP was enacted, internal cooling systems were the most
commonly chosen alternative for cooling hard chrome electroplating
solutions. External cooling systems were not generally considered
an option until recently, when improvements in heat exchanger
technology and refinements in their design made them a more attractive
option. The primary improvements made in such systems involved
both increasing the corrosion resistance of their components and
overall system durability.
To assess the impact of an internal cooling system on the P2 and
production aspects of a hard chrome electroplating facility, the
Merit Partnership sponsored a P2 project involving evaluation
of an external cooling system at the Microplate facility in Inglewood,
California. Microplate is a relatively small facility covering
about 10,000 square feet and employing seven people. There are
nine hard chrome plating tanks at Microplate, three of which are
currently used. Typically, one or two workers handle all the hard
chrome electroplating duties. The facility specializes in thin,
dense chrome electroplating for aerospace, vehicle, and various
manufacturing customers.
Microplate found that the shortcomings of its internal cooling
system were lowering productivity and creating a variety of operating
problems. Reject rates increased because the poor mixing and uneven
plating temperatures caused the chrome plating on some parts to
fail hardness specifications, or experience poor adhesion, roughness,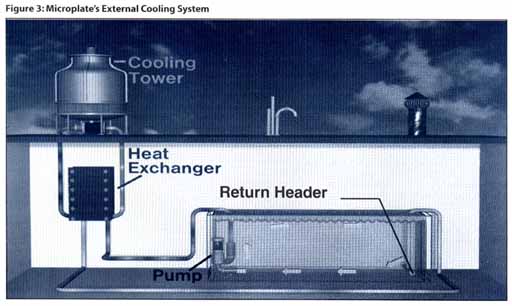 or porosity. This led to lower part loading rates (that is, fewer
parts per plating run), and longer setup and plating times.
or porosity. This led to lower part loading rates (that is, fewer
parts per plating run), and longer setup and plating times.
In an effort to improve production, Microplate installed an external
cooling system at the facility in June 1995. Figure 3 shows the
primary components of the external cooling system, including (1)
a titanium, plate-type heat exchanger; (2) a 3/4 -horsepower,
vertical discharge, centrifugal pump; (3) a cooling tower; and
(4) a return header. Each component was designed to overcome the
corrosion problems associated with exposure to chromic acid. The
pump and all the piping that carries the plating solution are
made entirely of corrosion-resistant chlorinated polyvinyl chloride
(C-PVC). The seals and gaskets for the pump, for the piping, and
between the plates in the treat exchanger are made of Viton@,
a synthetic fluorinated material that is highly corrosion-resistant.
In the external cooling system, the plating solution is continuously
circulated by the pump, which is submerged atone end of the tank,
through the "hot" side of the heat exchanger. As seen
in Figure 3, the solution returns to the plating tank via a submerged,
horizontal header with exit holes along its entire width. The
header lies at the opposite end of the tank. The flow of solution
through the ìcool" side of the heat exchanger is controlled
by a thermocouple with a set point 1 °F above the ideal plating
solution temperature. When the thermocouple is activated, the
cooling water loop runs through the heat exchanger to a roof-mounted
cooling tower.
IMPACT OF THE EXTERNAL COOLING SYSTEM
Microplate found that its application of an external cooling system
solved many of the problems associated with internal cooling coils,
thereby raising productivity and eliminating wastes associated
 with rejects. Most significantly, because of the higher cooling
capacity of the plate-type heat exchanger used in the external
cooling system, the number of parts Microplate could process is
limited only by the size of the tank, and not by the capacity
of the cooling system. By continuously circulating all the plating
solution and returning the solution to the tank through a dispersion
header, the system achieved complete solution mixing and maintained
a uniform temperature throughout the solution. Also, with only
a small, submersible pump at one end of the tank and a return
header at the other end, nearly all the tank space became available
for plating.
with rejects. Most significantly, because of the higher cooling
capacity of the plate-type heat exchanger used in the external
cooling system, the number of parts Microplate could process is
limited only by the size of the tank, and not by the capacity
of the cooling system. By continuously circulating all the plating
solution and returning the solution to the tank through a dispersion
header, the system achieved complete solution mixing and maintained
a uniform temperature throughout the solution. Also, with only
a small, submersible pump at one end of the tank and a return
header at the other end, nearly all the tank space became available
for plating.
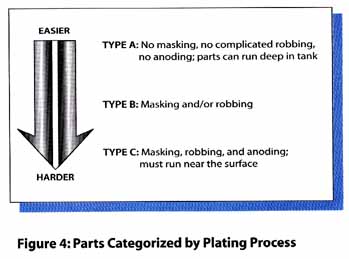
To calculate the impact of the external cooling system on its
hard chrome electroplating process, Microplate first categorized
parts according to plating difficulty (Types A, B, and C, with
Type A being the easiest to plate and Type C being the most difficult;
see Figure 4). Most parts with plating defects requiring work
(that is, rejects) were Type Band C parts; Microplate chose to
monitor the impact the external cooling system by tracking the
number of rejects associated with these two types of parts. Microplate
recorded and compared reject rates for two hard chrome electroplating
tanks, one tank with an internal cooling system and one with an
external cooling system, and found that the reject rate for the
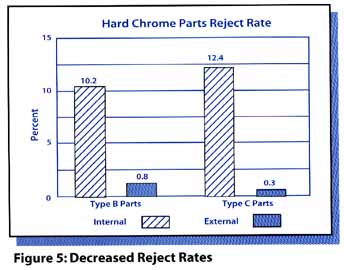 internal cooling system was reduced by over 90 percent. The reject
rate for Type B parts decreased from 10.2 percent with the internal
cooling system to 0.8 percent with the external cooling system.
The contrast was most evident for Type C parts, as the reject
rate decreased from 12.4 percent to 0.3 percent with an external
cooling system (see Figure 5).
internal cooling system was reduced by over 90 percent. The reject
rate for Type B parts decreased from 10.2 percent with the internal
cooling system to 0.8 percent with the external cooling system.
The contrast was most evident for Type C parts, as the reject
rate decreased from 12.4 percent to 0.3 percent with an external
cooling system (see Figure 5).
Microplate also found that the external cooling system significantly
reduced waste associated with the electroplating process. Microplate
calculates that production of sludge containing chrome generated
during stripping decreased over 90 percent because of the installation
of the external cooling system. Microplate also tracked the labor
associated with replating rejects and found that the decrease
in reject rates immediately reduced labor costs associated with
rejects (that is, the labor costs for troubleshooting, stripping,
|
Calculating Costs
Guidance for Calculating Costs for Raw Materials and Waste Disposal
from Rejects
- 0.59 ounce of chromium per square foot of chrome plating per
0.001 inch of thickness
- average cost of chromic acid is $3/pound
- 3-5 pounds of sludge generated for each 1 pound of chrome
plating stripped
- cost of sludge disposal is $300/ton
- fume-suppressing foam is $50/gallon
|
reracking, and replating) and by about $300 per month when combined
with other savings (see Figure 6).
Long-term cost savings will result from Microplate's use of the
external cooling system. Although Microplate estimates that the
installation cost for an internal cooling system is less than
that for an external cooling system, the company is most impressed
with the increase in production capacity (at least 25 percent)
resulting from its use of the external cooling system. Previously,
Microplate had to limit the load (amperage) into the electroplating
system because of the cooling system's limitations. With the installation
of the external cooling system, cooling capacity and solution
mixing are no longer limiting factors. Without these restrictions,
Microplate is able to load the tanks with more parts and increase
the amper age applied to the plating solution. Additional sources
of increased productivity associated with the external cooling
system include improved mixing, simplified racking, and diminished
setup time.
| Costs Category Due to Rejects | Monthly Savings |
Raw Materials
Sludge Disposal
Labor (14 hrs @ $18/hr)
Total | $ 5
$ 40
$252
$297
|
Figure 6: Savings due to Pollution Prevention
|
External cooling | $8-$15/gallon of plating solution cooled |
| Internal cooling | $6-$10/gallon of plating solution cooled |
|
Figure 7: Comparing Capital Costs for Cooling
OTHER APPLICATIONS OF THE EXTERNAL COOLING SYSTEM
The external cooling system is potentially applicable to other
electroplating processes, with different heat exchange materials
being used:
- Decorative chrome electroplaters could use a heat exchanger made
of niobium (columbium).
- Acid copper electroplaters could use a heat exchanger made of
titanium or stainless steel.
- Cadmium cyanide platers could use a heat exchanger made of steel.
ADDITIONAL SOURCES OF INFORMATION
For more information about the Merit Partnership, external cooling
systems, or chrome emission regulations, you can contact any of
the following individuals:
| Laura Bloch (EPA Region 9) | (415) 744-2279 |
| John Siemak (CMTC) | (310) 263-3097 |
| Dan Cunningham (MFASC) | (818) 445-3303 |
| Steve Peterman (Microplate) | (310) 478-0837 |
Ali Ghasemi (South CaliforniaAir Quality
Management Division) | (909) 396-2451 |
Assistance for this fact sheet was provided by PRC Environmental Management, Inc.